

Picking the right syringe filter manufacturer really matters if your lab wants to stay on top of accuracy and dependability in your experiments and projects. Honestly, with so many options out there, it can feel a bit overwhelming — you’ve got to weigh things like how reputable the manufacturer is, the overall quality of their products, and whether they follow industry standards.

Take Shanghai IVEN Pharmatech Engineering Co., Ltd., for example. They’re pretty well-known for their expertise in pharmaceutical machinery and equipment, making them a trusted name in the field. They’ve got four professional factories, not just making syringe filters but also blood collection tubes and water treatment gear, which shows they’re serious about blending innovation with reliability.
In this blog, I’ll walk you through some key points to think about when choosing a syringe filter manufacturer — so you can find one that really matches your lab’s needs and keeps everything running smoothly and according to all the right standards.
Understanding Your Laboratory's Specific Filtration Requirements
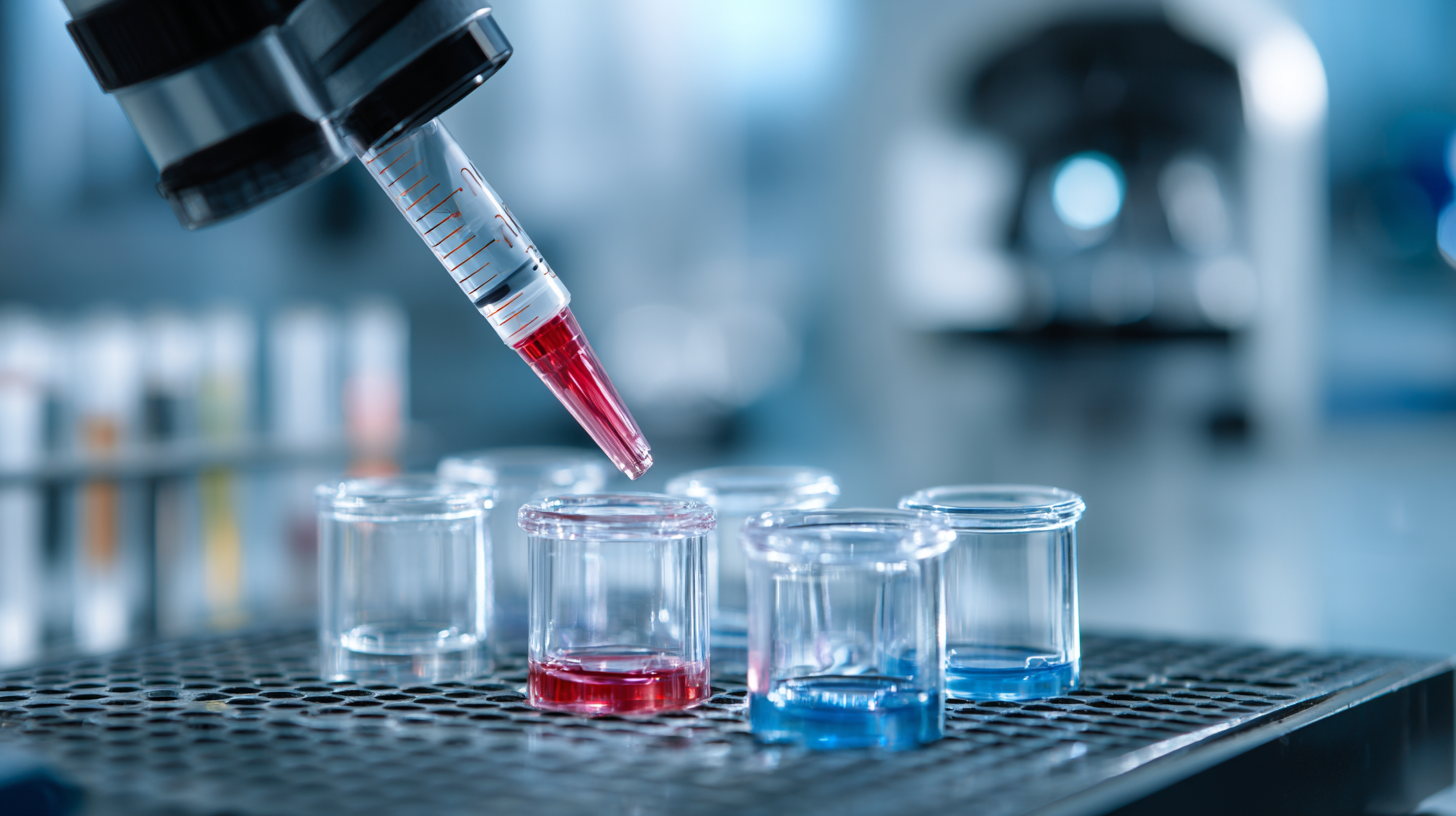
When you're choosing a syringe filter manufacturer for your lab, it's really important to get a clear idea of what your specific filtration needs are. Every lab’s a bit different—depending on what kind of samples you're working with, the filtration techniques you prefer, and the rules you need to follow. For example, if you're dealing with pharmaceuticals, compliance and data integrity become *huge* priorities. You’ll want filters that meet strict standards and can handle rigorous testing. That way, you’re sure your results are solid and trustworthy, which honestly makes a real difference in research quality.
On top of that, technology in filtration is moving fast. The new systems out there are not just more efficient but also safer and more eco-friendly. If you check out the latest innovations—things like high-performance membranes and easier-to-use filtration setups—you’ll find it easier to pick a manufacturer that’s offering the most up-to-date, tailored solutions for your needs. Since the market's expected to grow quite a bit, choosing the right supplier isn’t just smart—it's essential to keep things running smoothly and safely.

Maximizing Efficiency in Pharmaceutical Production: The Role of Syringe Assembling Machines
In the rapidly evolving pharmaceutical industry, maximizing production efficiency is crucial to meeting the ever-increasing demand for high-quality medical devices, such as syringes. The role of syringe assembling machines has become indispensable in streamlining production processes and ensuring consistency in output. According to a recent report by Grand View Research, the global syringe market is expected to reach USD 12.2 billion by 2027, driven by the growing prevalence of chronic diseases and the rising number of vaccinations. This growth trajectory underscores the need for automated solutions that can enhance efficiency and reduce operational costs.
Our Syringe Assembling Machine is designed specifically for this purpose, offering the capability to automatically assemble various types of syringes, including luer slip and luer lock options. The machine is equipped with an advanced LCD display that allows operators to monitor feeding speed and independently adjust assembly rates, ensuring a seamless production flow. With features such as electronic counting, low power consumption, and minimal noise levels, this machine not only supports stable operations but also aligns with GMP standards, making it an ideal choice for modern pharmaceutical facilities.
Moreover, as production demands increase, the efficiency of syringe assembling machines has a direct impact on the overall success of pharmaceutical companies. According to industry experts, automating syringe assembly can increase production rates by up to 50%, allowing manufacturers to meet tight deadlines without compromising quality. With such innovations at their disposal, companies can enhance their competitive edge and better serve the healthcare market.

FAQS
: Evaluating a manufacturer's reputation is crucial as it often indicates consistent product quality and reliable customer service, which can significantly influence your laboratory's performance.
Customer reviews provide insights into real-world product performance and user satisfaction, helping you understand both the effectiveness of the filters and the manufacturer's responsiveness to customer concerns.
You should consider the compatibility of different filtering materials with the solvents, chemicals, and biological samples you work with, as this affects filtration efficiency and results.
Nylon filters are suitable for aqueous samples but not for organic solvents, while PTFE filters are ideal for aggressive solvents and are often used in organic chemistry labs.
Filter specifications like pore size and membrane thickness are crucial; smaller pore sizes effectively remove particulates, contributing to better filtration results and prolonging filter life.
It is advisable to conduct a preliminary test with your intended samples to ensure that the selected filter meets your specific filtration requirements.
You should consult the manufacturer's datasheets for in-depth information regarding filter material and compatibility, aiding in your decision-making process.
Common pore sizes for syringe filters range from 0.22 microns to 5 microns, with smaller sizes being more effective for sterile solutions.
A manufacturer's responsiveness to customer concerns and their ability to adapt to industry changes often reflect their commitment to quality and customer satisfaction.
Conclusion
When you're trying to pick the right syringe filter manufacturers for your lab, it's pretty important to really understand what your filtration needs are. You know, figuring out what qualities matter most—like whether they follow quality standards and use innovative tech. It can also be super helpful to check out reviews from other customers; they often give a good sense of how reliable and performance-driven a manufacturer is. Oh, and don't forget to look into the materials and specs of the filters to make sure they’re compatible with what you’re working on in the lab.
Also, keep an eye on pricing and whether they offer bulk deals—that can really help stretch your budget. And of course, good customer support and tech help are a must-have. Take a company like Shanghai IVEN Pharmatech Engineering Co., Ltd., for example—they’ve got dedicated factories that focus on pharmaceutical machinery. They know that quality and support are key when it comes to meeting the varied needs of labs. Following these tips should help you choose a supplier who can really boost your lab’s efficiency and make your work a whole lot smoother.
Related Posts
-

Ultimate Checklist for Choosing the Best Herb Extraction Machine for Your Business Needs
-
7 Best Blood Collection Tube Manufacturing Machine Prices You Can Find in India
-

The Definitive Handbook to Automated Inspection Machines in the Pharma Industry
-

Navigating Import Export Certifications for Best Pen Injector Assembly Line Success
-
Exploring After-Sales Service Benefits and Future Innovations in Dry Powder Filling Machinery
-

Unlocking Efficiency: The Transformative Benefits of Blow Fill Seal Machines in Modern Manufacturing
